我们将尝试用两篇文章帮你了解堵头原因
学会如何诊断机器堵头问题
就如同学医一样
想要学会治疗
就得先研究机体及病理
此篇将会对喷头结构进行解析
这是一个基础结构的喷头
而其截面结构图如下
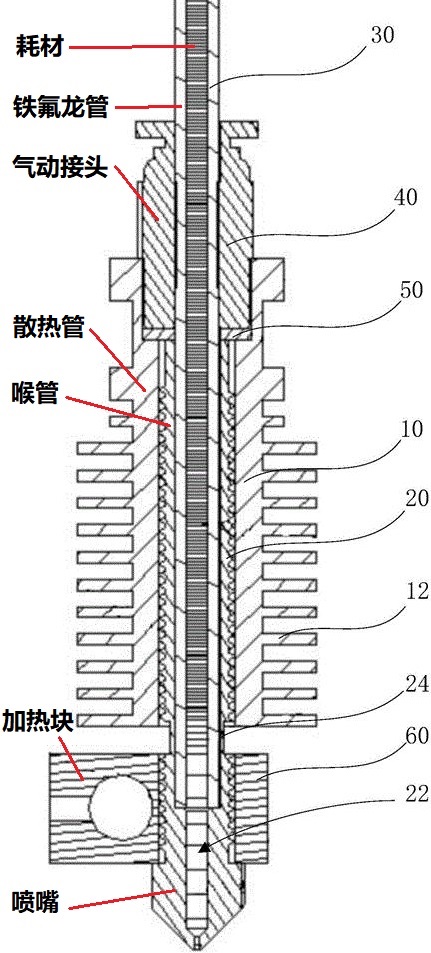
其中铁氟龙管实际是分为2段的,1段是导料管,接入气动接头,一段是在喷头内部。耗材从导料管中进入喷头内铁氟龙管,外面再包裹着喉管及散热套,直至达到喷嘴位置,离开铁氟龙管,才会被熔化并被推动挤出。
为了尽可能保证挤出的精准度,耗材需要保证只有少量熔化挤出,这样熔化玻璃态的耗材才不会影响挤出和回抽时的耗材量。其中,铁氟龙管及喉管都是耐高温且具有较强的阻热性,铝材散热管多片结构能提高散热效果。这些都是为了保障喷嘴上方的耗材都能保持形状不被融化。而喷嘴多为铜或铁质等导热性较强的材料,能快速传导加热块的热量,将喷嘴里的耗材快速熔化。
为了强化这个温度控制效果,往往会在散热区增加散热风扇,甚至于有人装配水冷系统,而在加热区位置,会使用隔热板或保温套来保存温度。而极光创新的专利贯通式喷头,铁氟龙管从喉管贯通入铜嘴中,减短了铁氟龙管到嘴口的距离,即减少了熔化的耗材量,这种好处在于能有效避免堵头,保证温度控制焦点,提高挤出精度,缺点在于高速打印下容易出现缺丝情况。
喷头结构有3个重点,密封性、贯通性和控温,这也是引起喷头堵头、出丝不顺、打印不好的因素之一。
具体的表现现象是:
当喉管、喷嘴装配不够紧实,如未拧紧、铁氟龙管长度过短,那么密封性较差,便有可能导致耗材从缝隙处溢出,溢出后耗材接触空气降温凝固,进而和里面的耗材粘合死造成不出丝的情况。
加热块装配过高,会造成耗材提前熔化,同时不断提高未熔化的耗材温度,造成挤出精度变低,将有可能导致内部耗材不断膨胀,无法挤出,彻底堵死。
耗材中存在有杂质、粘合剂以及一些高熔点物质,由于温度有限,在长时间打印中,会不断地在铁氟龙管内以及喷嘴口通道堆积,导致出丝受到阻碍,只能挤出细细的丝,或者没法挤出。如果此时拆开喷头,能看到喷嘴或铁氟龙管内有黑黄色的粘稠油渍,需要及时更换。
在长期使用以及不正当使用中,喷嘴口容易磨损或变形,尤其是尖头喷嘴。这会导致挤出的丝线卷曲、变细。由于出丝量变小,而挤出机仍会按照原来指示不断挤出,内部的压力就会变大,把耗材和铁氟龙管的间隙填满,导致耗材和铁氟龙管粘合住,进而无法出丝。
在长久高温环境下,铁氟龙管靠近喷嘴的一端会产生收缩、碳化,这将导致出丝不顺乃至于不出丝,不过这种情况较少发生,更需要注意的是铁氟龙管的倒角,部分铁氟龙管是有一端制作了倒角的,如极光创新的喷嘴套件中的铁氟龙管。这个倒角应当朝向料送来的方向,方便料顺畅进入。装反可能出现装/续新料时,料被抵住的情况。
(转自中国3D打印网)